
Chinas beste Polycarbonat-Spritzgießerei - Schnelle Lieferung, kleiner Auftrag
Inhaltsübersicht
Sie benötigen qualitativ hochwertige Polycarbonat-Teile, möchten sich aber nicht mit dem Aufwand und den Kosten herkömmlicher Gussverfahren herumschlagen.
Sie haben andere Methoden ausprobiert, aber sie reichen einfach nicht aus.
Mit unseren Polycarbonat-Spritzguss-Services erhalten Sie die qualitativ hochwertigen Teile, die Sie benötigen, ohne den Aufwand und die Kosten.










Möchten Sie einen Hersteller und Designer finden, der sich auf Spritzgießen von Polycarbonaten sowohl zuverlässig als auch kostengünstig (in manchen Fällen sogar nur $ 0,5) ?
Wenn Sie auf der Suche nach einem Unternehmen für die Herstellung von Polycarbonat in China sind, kann Topworks Plastic Mold Ihnen helfen.
Wir sind seit mehr als 10 Jahren im Geschäft und verfügen über unübertroffene Fachkenntnisse im Bereich Design, Werkzeugbau und Herstellung von Polycarbonat-Spritzgussprodukten mit extra dicken Wänden zu wettbewerbsfähigen Preisen.
Wir sind eines der wenigen Unternehmen, die sich auf die Entwicklung, Herstellung und Lieferung von Polycarbonat (PC)-Spritzgussteilen vom Konzept bis zur Realität spezialisiert haben und auf unsere Erfahrung zurückgreifen können. Unser umfassendes Angebot an PC-Spritzgussleistungen gewährleistet, dass wir für alle unsere Produkte ein Höchstmaß an Qualität und Präzision bieten können. Wir sind bestrebt, die Erwartungen zu übertreffen und bei jedem Projekt, das wir in Angriff nehmen, für Zufriedenheit zu sorgen.
Polycarbonat-Spritzgießwerkzeuge und -teile sind optisch beeindruckend und makellos und werden für alles Mögliche verwendet, von Autoarmaturenbrettern bis hin zu Windturbinenflügeln.
Unsere Dienstleistungen: Optisches Design, Herstellung von optischen Präzisionsformen, Optisches Spritzgießenund Optische Beschichtung.
Unsere Verfahren vereinfachen jeden Schritt des Polycarbonat-Spritzgießprozesses, egal ob es sich um ein Konzept oder ein laufendes Produkt handelt.
"Ich freue mich, Ihnen mitteilen zu können, dass alle Kunststoffteile perfekt sind!!! Wir sind sehr erfreut, und daher bestehen gute Chancen, unsere Beziehung für jedes kommende neue Projekt fortzusetzen."

CRISTIANO
ITALIEN
"Steven ist ein sehr detailorientierter Projektmanager und Ingenieur, der Probleme kreativ lösen kann und zudem einen hervorragenden Service bietet. Es war ein Vergnügen, mit ihm zu arbeiten."
DAVID
USA
Unser Spritzgießen von Polycarbonaten:
- Teile für Kraftfahrzeuge
- Medizinische Instrumente
- Luft- und Raumfahrt
- Bereich Verpackung
- Elektronisches Gerät
- optische Linse
- LED-Beleuchtung
Unsere Produktlinien:
- Asphärische Kondensorlinsen,
- feuerpolierte asphärische Linsen,
- optische Filter aus Glas,
- achromatische Linsen,
- große optische Linsen,
- Vorderflächenspiegel,
- Prismen,
- Zylinderlinse.
- Flache Linsen,
- konvex,
- konkav,
- Wabenförmiger Spiegel,
- Fresnel-Linsen;
Topworks kann Ihr Design optimieren für Kosteneinsparungen oder zur Sicherstellung der Kompatibilität durch Optimierung Ihres Entwurfs vor der Werkzeugerstellung. Kunden sind willkommen, 3D-Dateien zu liefern
Topworks kann mit Hilfe von Computer Numerical Control (CNC) einen bearbeiteten Prototyp oder einen 3D-Druck herstellen, den Sie sehen und fühlen können, um das Design Ihres Teils zu validieren, und wir bieten auch einen Vakuumguss-Service.
In dieser Phase wird Ihr Arbeitsblatt mit den Werkzeuginformationen für die Konstruktion des Werkzeugs verwendet.
Die Genauigkeit der Werkzeugkonstruktion wird validiert.
Das Werkzeug wird mit Hilfe von Computer Numerical Control (CNC) und Electrical Discharge Machining (EDM) präzise nach dem validierten Entwurf hergestellt...
Die ersten Testaufnahmen werden per Kurier verschickt, kurz nachdem die Injektionsformen hergestellt wurden. Nach dem Versand treffen sie in der Regel innerhalb von 2-5 Tagen ein.
Zu diesem Zeitpunkt nimmt Topworks alle Änderungen am Werkzeug vor, die erforderlich sind, um es in Übereinstimmung mit den genehmigten Spezifikationen zu bringen. Topworks nimmt alle erforderlichen Änderungen (mit Ausnahme von Konstruktionsänderungen, die immer in Rechnung gestellt werden) kostenlos vor.
In dieser Phase erfolgt die Texturierung, die normalerweise der letzte Schritt vor der Massenproduktion ist.
Topworks Seite
In dieser Phase wird das Werkzeug an den Kunden übergeben oder ist bereit für das Spritzgießen.
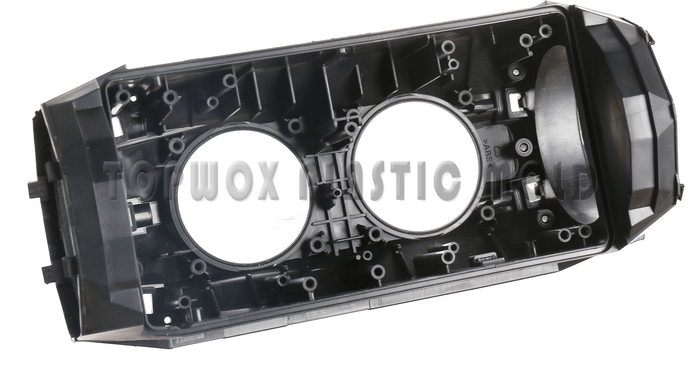
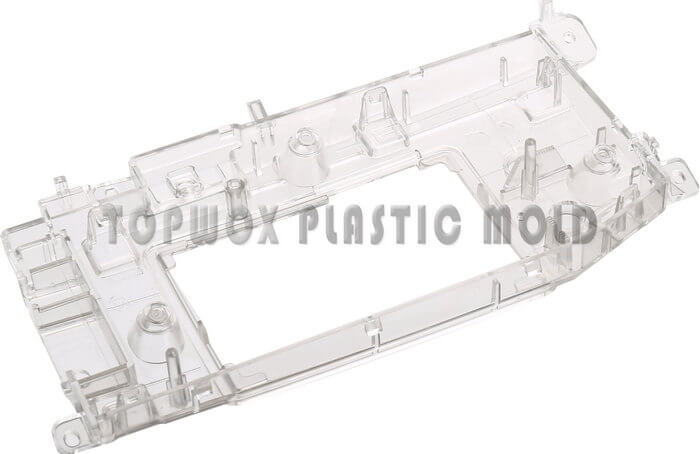
Die maximale Wandstärke des PC-Produkts kann 3 cm erreichenAber die Oberfläche schrumpft nicht, und es gibt keine Blasen im Inneren.
- POLYKARBONAT-SPRITZGUSSGEHÄUSE MIT EXTRA DICKEN WÄNDEN
#-GEHÄUSE




China Polycarbonat-Spritzgießen
China ist eine zuverlässige Anlaufstelle, wenn Sie auf der Suche nach zuverlässigen Lieferanten für Polycarbonat-Spritzgussteile sind.
Wir geben Ihnen einige Tipps, wie Sie einen seriösen Anbieter finden und das günstigste Angebot erhalten.
China-Lieferanten: So finden Sie einen zuverlässigen Anbieter
Bei der Auswahl eines Polycarbonat-Spritzgießers in China sollten Sie einige Dinge beachten. Recherchen und das Erfragen von Empfehlungen sind die ersten Schritte, die Sie unternehmen sollten.
Unternehmen können gute chinesische Lieferanten online über verschiedene Foren und Websites finden. Sobald Sie einige potenzielle Lieferanten ausfindig gemacht haben, sollten Sie sich mit ihnen in Verbindung setzen und sie nach ihren Erfahrungen, Preisen und Lieferzeiten fragen.
Wenn Sie sich über die Qualität der Arbeit nicht sicher sind, sollten Sie auch Muster anfordern.
Sobald Sie sich für einen Lieferanten entschieden haben, ist der Aufbau einer guten Arbeitsbeziehung zu diesem entscheidend. Kommunizieren Sie klar, zahlen Sie pünktlich und machen Sie Ihre Erwartungen deutlich.
Anhand dieser Tipps können Sie einen zuverlässigen Polycarbonat-Spritzgießer in China finden.
Warum diese für die Kosten des Spritzgießens wichtig sind
- Teilgröße- Größere Teile bedeuten eine größere Form, was wiederum bedeutet, dass größerer Stahl die Stahlkosten für die Spritzgussform erhöht.
- Teil Design- Je komplexer ein Teil ist, desto detaillierter muss die Form sein. Bei einigen komplizierten Teilen müssen besondere Merkmale hinzugefügt werden, z. B. Heber oder Schieber. Daher sollten Sie sich von Ihrem Formenbauer beraten lassen und prüfen, ob Sie das Design des Teils ändern können, um Kosten für die Spritzgussform zu sparen.
- Materialien: Je nach dem Material, aus dem das Teil besteht, muss die Spritzgussform aus einem bestimmten Material hergestellt werden. Wenn beispielsweise ein korrosiver Kunststoff wie PVC verwendet werden soll, muss die Form aus rostfreiem Stahl bestehen, um Schäden zu vermeiden, die letztlich den Preis in die Höhe treiben.
- Anforderungen an die Oberflächenbeschaffenheit der Teile- Bei Teilen, die eine hochglänzende Oberfläche erfordern, sind teurerer Stahl und präzises technisches Polieren unerlässlich, was den Preis erhöht.
- Produktionsvolumen. Formen mit größerem Volumen benötigen mehr Kavitäten, so dass die Form größer ist. Sie erfordern auch eine höhere Stahlqualität, um länger zu halten, was sich auf die Spritzgussformkosten.
- Land der Herstellung- Verschiedene Länder haben unterschiedliche Lohnsätze. Wenn Ihre Form in einem Land hergestellt wird, in dem die Lohnkosten niedrig sind, dann werden Sie natürlich Geld sparen. In China sind die durchschnittlichen Kosten für eine Spritzgussform etwa 40% niedriger als in westlichen Ländern.
Polycarbonat-Spritzgießen: Worauf Sie achten sollten
In vielen Branchen ist das Polycarbonat-Spritzgießen zu einem beliebten Fertigungsverfahren geworden. Mit diesem Verfahren werden hochwertige Teile hergestellt, die bei korrekter Ausführung für eine Vielzahl von Anwendungen eingesetzt werden können. Wenn Sie Polycarbonat-Spritzgießdienstleistungen aus China kaufen, sollten Sie einige Dinge beachten.
Ein seriöser Hersteller sollte Ihre erste Priorität sein
Der chinesische Markt ist voll von unseriösen Unternehmen, die Ihr Geld nehmen und minderwertige Produkte herstellen. Stellen Sie sicher, dass Sie mit einem seriösen Unternehmen zusammenarbeiten, indem Sie recherchieren. Sie finden viele auf B2B-Plattformen wie alibaba.com, made-in-China.com...
Der nächste Schritt besteht darin, dass Sie sich über Ihre Spezifikationen im Klaren sind
Wie sollen Ihre Teile hergestellt werden? Gibt es eine Toleranz, die eingehalten werden muss? Um sicherzustellen, dass Sie ein genaues Angebot vom Hersteller erhalten, geben Sie bitte so genau wie möglich an.
Schließlich ist es keine schlechte Idee, zu verhandeln
Es ist üblich, dass chinesische Hersteller ihre Preise aushandeln. Sie können verhandeln, bis Sie einen fairen Preis erreichen, wenn Sie den Preis nicht für angemessen halten, oder Sie können mit mehreren potenziellen Lieferanten verhandeln.
Preisverhandlungen: So erzielen Sie den besten Deal
Die Suche nach einem seriösen Lieferanten ist der erste Schritt beim Kauf von Polycarbonat-Spritzgussteilen aus China. Der nächste Schritt besteht darin, mit einigen potenziellen Lieferanten über die Preise zu verhandeln. Wenn Sie diese Tipps befolgen, können Sie einen besseren Preis erzielen:
- Es ist eine gute Idee, die Angebote mehrerer Anbieter zu vergleichen. Anhand dieser Informationen können Sie ermitteln, wie hoch die Kosten für das Spritzgießen von Polycarbonat in China sind. Hersteller in verschiedenen Regionen Chinas haben unterschiedliche Kosten - Sie können die für Sie kostengünstigste Option wählen.
- Feilschen ist keine schlechte Sache. Sie sollten sich nicht scheuen, in China über Preise zu verhandeln.
- Stellen Sie sicher, dass Ihre Anforderungen klar sind. Damit der Lieferant Ihnen ein genaues Angebot machen kann, müssen Sie so genau wie möglich angeben, was Sie brauchen.
- Ermäßigungen sind möglich. Fragen Sie unbedingt nach einem Rabatt, wenn Sie eine große Menge Polycarbonat-Spritzguss bestellen.
- Aufrechterhaltung eines hohen Qualitätsniveaus. Qualität und Preis sind wichtige Faktoren, die beim Kauf in China zu berücksichtigen sind. Überprüfen Sie vor dem Kauf die Qualitätsstandards des Lieferanten.
Was ist Polycarbonat-Spritzgießen?
Die Schmelzviskosität von Polycarbonat ist temperaturabhängig, aber wenig scherempfindlich. Polycarbonatharz hat keinen Schmelzpunkt, aber eine sehr hohe Viskosität und hydrolysiert bei hohen Temperaturen.
PC-Injektion ist leicht zu knacken.
Die Erhöhung der PC-Spritzgießtemperatur ist ein wirksames Mittel, um die Fließfähigkeit der Schmelze zu erhöhen, anstatt den Druck zu erhöhen. Das Polycarbonat-Spritzgießen erfordert eine höhere Temperatur (300 Grad). Um den Druckverlust der Schmelze zu verringern, sollten der Angusskanal und der Anschnitt kurz und dick sein; gleichzeitig muss ein höherer PC-Spritzgießdruck aufrechterhalten werden.
Das PC-Harz muss vor dem Spritzgießen ausreichend trocken sein, so dass der Wassergehalt 0,02% nicht übersteigt. Außerdem sollte das PC-Harz während des Spritzgießens des PC-Teils isoliert werden, um eine erneute Absorption zu verhindern;
Es sollte nicht nur die Entwurf einer angemessenen PC-geformtes Produkt gewährleistet werden, sondern auch der Prozess der Polykarbonat-Spritzgießen sollte in geeigneter Weise kontrolliert werden, z. B. durch Erhöhung der Formtemperatur und weitere Verarbeitung, um innere Spannungen zu verringern oder zu beseitigen.
Die Polycarbonat-Spritzgießen Prozess sollte sich ständig an die Bedingungen des Marktes anpassen. PC-Produkt im Laufe der Zeit.
Prozess:
Trocknung von Rohstoffen
Auch in Bei sehr geringer Feuchtigkeit kann die Polycarbonateinspritzung zu Hydrolyse, Bruch, Verringerung des Molekulargewichts und Festigkeitsverlust führen.
Es ist sehr wichtig, PC-Material vor dem Spritzgießen so weit wie möglich trocken zu halten.
Daher sollte der Feuchtigkeitsgehalt des Polycarbonat-Rohmaterials vor dem Formen unbedingt unter 0,02% liegen, um eine Verringerung der mechanischen Festigkeit oder Blasen und Silberschlieren auf der Oberfläche zu vermeiden.
PC ist extrem wasserempfindlich und muss daher vor der Injektion vollständig getrocknet werden, um den Wassergehalt auf unter 0,02% zu reduzieren.
| Kunststoffmaterial | Trockenzeit HRS | trockene Temperatur | Schichtdicke MM | Bemerkungen |
|---|---|---|---|---|
| PMMA | 2~4 | 70~80 | 30~40 | Trocknung mit Heißluftumwälzung |
| PC | >6 | 120~130 | <30 | Trocknung mit Heißluftumwälzung |
| PET | 3~4 | 140~180 |
Die Formgebung von Polycarbonat hängt von der Form, der Größe und der Struktur des Produkts ab.
Im Allgemeinen liegt die Temperatur bei der Formgebung zwischen 270 und 320 °C. PC FR benötigt eine höhere Temperatur.
Bei einer zu hohen Materialtemperatur von über 340 °C zersetzt sich das PC, die Farbe des Produkts wird dunkler, und auf der Oberfläche treten Fehler wie Silber, dunkle Streifen, schwarze Flecken und Blasen auf. Gleichzeitig verringern sich auch die physikalischen und mechanischen Eigenschaften erheblich.
PC ist auch temperaturabhängig; die Schmelzviskosität nimmt mit steigender Temperatur ab. Die Trommeltemperatur beträgt 250 ~ 320 ° C. (vorzugsweise nicht mehr als 350 ° C), und entsprechende Lauf Temperatur ist gut für PC Plastifizierung. Falls erforderlich, sollte die innere Spannung durch Glühen entfernt werden:
Die Ofentemperatur beträgt 125-135°C für 2 Stunden und kühlt dann natürlich auf Normaltemperatur ab.
Polycarbonat Einspritzdruck
Der Einspritzdruck hat großen Einfluss auf die physikalischen und mechanischen Eigenschaften, die Eigenspannung und die Schrumpfung der Form. Er hat einen tiefgreifenden Einfluss auf das Aussehen und die Entformungseigenschaften des Produkts. Ist der Einspritzdruck zu niedrig oder zu hoch, treten beim fertigen Produkt einige Mängel auf: Eine zu niedrige Temperatur führt zu kurzen Schüssen, während eine zu hohe Temperatur Grate um den Körper herum verursacht. Der Einspritzdruck wird zwischen 80-120 MPa geregelt.
Um den Fließwiderstand der Schmelze zu überwinden und die Kavität rechtzeitig zu füllen, wird der höhere Einspritzdruck für dünnwandige, langfließende, komplex geformte Produkte mit kleinen Anschnitten gewählt. (145 MPa). Aufgrund der schlechten Fließfähigkeit ist für das Polycarbonat-Spritzgießen ein hoher Einspritzdruck erforderlich. Dennoch ist es notwendig, die großen inneren Spannungen der Teile (die zu Rissen führen können) später zu beseitigen.
PC-Spritzgießen Nachdruck und Zeit
Auch der Nachdruck und die Nachdruckzeit haben einen großen Einfluss auf die innere Spannung des PC-Produkts. Wenn der Nachdruck sehr gering ist, lässt sich das Produkt nur schwer füllen und festigen.
Normalerweise gibt es Schrumpfungsspuren auf der Oberfläche und eine Vakuumblase im Inneren. Und wenn der Nachdruck zu groß ist, kann es leicht zu großen inneren Spannungen um den Anschnitt herum kommen, was zu unerwarteten Oberflächenfehlern führen würde. Bei der Verarbeitung wirken hohe Temperatur und niedriger Druck zusammen, um dieses Problem zu lösen.
Die Wahl der Haltezeit sollte sich nach der Dicke des Produkts, der Größe des Anschnitts (dickere Teile benötigen einen größeren Anschnitt), der Temperatur der Form usw. richten. Im Allgemeinen benötigen kleine und dünne Produkte keine lange Haltezeit. Im Gegensatz dazu sollten dickwandige PC-Gussprodukte eine längere Haltezeit haben. Die Länge der Haltezeit wird durch die Verschlusszeit des Anschnitts bestimmt.
Es gibt keinen offensichtlichen Einfluss auf die Leistung des Polykarbonat-Spritzgießens. Ein dünnwandiges, schmales oder tiefes zylindrisches Objekt wird in der Regel mit mittlerer oder langsamer Geschwindigkeit gespritzt, vorzugsweise mehrstufig:.langsam-schnell-langsam.
Mold Temperaturregelung: 85~120 °C, in der Regel bei 80-100 °C, so brauchen wir eine Temperatur Maschine, um die Schmelztemperatur zu halten. Für komplexe Formen, dünnwandig Polycarbonat Teil Spritzgießen, kann die Temperatur auf 100-120 ° C zu erhöhen, aber es kann nicht die Verzerrung Temperatur überschreiten.die Formwandtemperatur könnte hoch sein, um den Temperaturunterschied zwischen der Formwand und dem PC-Material Teil zu reduzieren, die Verringerung der inneren Spannung im Inneren.
Aufgrund der hohen Viskosität der PC-Schmelze ist es vorteilhaft, sie zu plastifizieren und für eine gute Entlüftung zu sorgen. Die Drehgeschwindigkeit der Schnecke sollte nicht zu hoch sein. Im Allgemeinen ist sie für 30-60 U/min geeignet.
Die Gegendruckregelung liegt vorzugsweise zwischen 10-15% des Einspritzdrucks.
Zusatzstoffe
Polykarbonat-Spritzgießen sollte die Verwendung von Trennmitteln im Prozess streng kontrolliert werden, die Verwendung von recycelten Materialien sollte das Dreifache nicht überschreiten, und der Verbrauch sollte unter 20% liegen.
1) Gestalten Sie den Angusskanal so groß und kurz wie möglich. Um den Druckverlust zu verringern, werden Kunststoffformen mit kreisförmigem Querschnitt für die Angüsse verwendet. Und die Angüsse müssen geschliffen werden, um den Fließwiderstand der Schmelze zu verringern.
2) Der Einspritzschieber kann von jedem Typ sein, aber der Durchmesser des Kühlwasserkanals ist nicht kleiner als 15 mm.
Anforderungen an die Spritzgießmaschine
Das maximale Einspritzvolumen (einschließlich Angusskanäle, Anschnitte usw.) des Polycarbonat-Spritzgießprodukts darf nicht mehr als 70-80% des nominalen Einspritzvolumens betragen;
Spanndruck: 0,47 bis 0,78 Tonnen pro Quadratzentimeter der projizierten Fläche des fertigen Produkts (oder 3 bis 5 Tonnen pro Quadratzoll); Maschinengröße: Das Gewicht des fertigen Produkts ist etwa 40 bis 60% der Kapazität von 1 Schuss.
Wenn die Maschine in Polystyrol (Aussie) ausgedrückt wird, muss sie um mehr als 10% reduziert werden. Schraube: Die Länge der Schnecke sollte mindestens das 15-fache des Durchmessers betragen, und das L/D ist 20:1. Das Kompressionsverhältnis beträgt vorzugsweise 1,5:1 bis 30:1. Das Absperrventil am vorderen Ende der Schnecke sollte als Gleitring ausgeführt sein.

Warum Silberschlieren und wie kann man sie beim Polycarbonat-Spritzgießen verhindern?
Silberschlieren beziehen sich auf das Schlierenmuster, das durch Wasser in Kunststoff entsteht, wenn die Polykarbonat Die Partikel werden vor der Formgebung nicht vollständig getrocknet, weil die Trocknung im Herstellungsprozess unzureichend ist.
Oder wenn die ausreichend getrockneten Materialpartikel länger als vorgesehen im Trichter verbleiben, führt das Fehlen einer angemessenen Isolierung dazu, dass der Trichter erneut Feuchtigkeit aufnimmt, was zu einem höheren Wassergehalt als angegeben führt.
Das Co2 sammelt sich im Inneren des geschmolzenen Harzes an und fließt beim Füllen zusammen mit dem Polycarbonat in den Hohlraum, wobei sich Silberschlieren bilden.
Infolgedessen ist das Kunststoffteil stark beschädigt und weist oft einen silbernen Streifen entlang der Oberfläche auf. Diese Art von Zustand ist relativ häufig und leicht zu erkennen, wobei sich das Teil in der Regel gleichmäßiger entlang der Fließrichtung und gelegentlich auf der gesamten Oberfläche verteilt.
Der Schlüssel zur Beseitigung dieser Silberstreifen liegt in der vollständigen Trocknung der Pellets, wobei der Feuchtigkeitsgehalt unter 0,02 Prozent liegen muss. Daher ist es wichtig, die Trocknungsbedingungen für Rohstoffe zu kontrollieren und den Wassergehalt der Pellets vor dem Formen zu messen.
Tipps
Für die Herstellung von Polycarbonat-Spritzgussformen kann ein Standardprüfverfahren verwendet werden. Nehmen Sie zwei kleine Gläser und legen Sie ein Granulat zwischen die beiden Gläser. Erhitzen Sie die Platten auf 280-300 Grad, und während das Granulat allmählich erhitzt und geschmolzen wird, wird es unter Druck zerkleinert. Achten Sie auf Blasen im Material; wenn es keine gibt, ist es bereit für den nächsten Schritt; wenn es Blasen gibt, muss es weiter getrocknet werden.
Wenn die Feuchtigkeitsaufnahme im Trichter die Ursache für die Silberstreifen ist, wird empfohlen, die Wärmeschutzvorrichtung zu installieren oder zu verbessern. Außerdem sollte die Menge der einzelnen Futtermittel kontrolliert werden, damit die trockenen Pellets nicht zu lange im Trichter bleiben und erneut Feuchtigkeit aufnehmen.
Generell, die maximale Aufenthaltsdauer sollte 30 bis 60 Minuten nicht überschreiten. Derzeit sind die meisten Heiz- und Wärmeschutzvorrichtungen des Trichters Infrarotlampen, die im oberen Bereich des Trichters installiert sind und deren Leistung an die Größe des Trichters angepasst werden kann.
Eine durchschnittliche Heizleistung von 25 bis 30 W pro Quadratmeter des Gebiets erforderlich ist.
Zersetzen
Die Silberschlieren entstehen durch die überhitzte Zersetzung des Harzes, bei der ein Gas (Kohlendioxid) entsteht, das zu Silberschlieren auf der Kunststoffoberfläche führt.
Die Schmelze zersetzt sich aus vielen spezifischen Gründen thermisch.
- die Temperatur des Fasses zu hoch ist;
- toter Engel im Fass oder in der Düse;
- die Verweilzeit der Schmelze im Zylinder ist zu lang;
- das Molekulargewicht des Harzes wurde reduziert.
Dies wirkt sich auf die Schlagzähigkeit, die Oberflächenbeschaffenheit und die Leistung des Kunststoffteils aus.
An ihrem Aussehen kann man diese Art von Silberschlieren erkennen, und ihre Verteilung auf den Kunststoffteilen folgt keinem regelmäßigen Muster.
Darüber hinaus kann das Vorhandensein eines sich zersetzenden Silberstreifens oft mit dem Nachdunkeln der Kunststoffteile oder dem Auftreten brauner Flecken einhergehen, die besonders deutlich im Heißkanal zu sehen sind und anhand derer man feststellen kann, ob sich das Material zersetzt hat.
PC-Material zersetzt sich aus verschiedenen Gründen, und je nach diesen Ursachen sollten die entsprechenden Maßnahmen ergriffen werden.
- Wenn die Temperatur des Fasses zu hoch ist, sollte die Temperatur der Sektion gesenkt werden;
- Wenn der Lauf oder die Düse einen toten Winkel aufweist, reinigen Sie ihn und beseitigen Sie ihn;
- Ist die Verweilzeit der Schmelze zu lang, sollte der Formgebungszyklus verkürzt werden.
- Wenn sie dann immer noch nicht funktioniert, kann die Spritzgießmaschine durch eine Maschine mit geringerer Verarbeitungskapazität ersetzt werden.
-
Struktur
Der Silberschliff wird durch die Vermischung von Luft mit geschmolzenem Material in der Formkavität verursacht. Dies ist auf eine unangemessen komplizierte Konstruktion der Kunststoffteile oder eine unzureichende oder ungleichmäßige Wandstärke zurückzuführen.
Sie bewirken, dass sich das Material schnell ausdehnt oder zusammenzieht, wenn die Form mit geschmolzenem Material gefüllt wird. Diese Art von Fehlern wirkt sich hauptsächlich auf das Aussehen von Kunststoffteilen aus und weniger auf deren Festigkeit und Schlagzähigkeit. Strukturelle Silberschlieren zeichnen sich dadurch aus, dass sie in Form und Position fixiert sind, wenn die Prozessbedingungen eingestellt sind.
Der Silberdraht befindet sich in der Regel entlang der Einspritzrichtung, und die Silberstreifen befinden sich im Allgemeinen hinter den abrupten Querschnittsänderungen. Die strukturellen Silberschlieren entstehen durch plötzliche Querschnittsänderungen und erhebliche Unregelmäßigkeiten in der Wanddicke. Infolgedessen weisen die Kunststoffteile häufig Oberflächenfehler wie Vertiefungen und Schrumpfungen auf, und manchmal entstehen sogar Blasen im Inneren der Kunststoffteile.
Strukturelle Silberschlieren werden durch Anpassung der Einspritzgeschwindigkeit verhindert. Wenn sich der Querschnitt des Kunststoffteils nicht stark verändert, kann die Einspritzgeschwindigkeit gesenkt werden. Wenn die Einspritzgeschwindigkeit niedrig ist, kann das fließende Material gleichmäßig in den Formhohlraum eingeführt werden, was dazu führt, dass das Fließmaterial beim Durchlaufen dieser Abschnitte nicht mit Luft vermischt wird und Silberschlieren vermieden werden können.
Die kurzen Schüsse können durch eine zu langsame Einspritzgeschwindigkeit verursacht werden, was eine Anpassung anderer Prozessbedingungen erforderlich machen kann. Bei einer großen Vielfalt an Querschnitten kann die Einspritzgeschwindigkeit und der Einspritzdruck erhöht werden, damit das Gas zwangsweise aus der Trennfläche austritt. Lassen sich die Silberschlieren durch eine Erhöhung der Einspritzgeschwindigkeit oder des Einspritzdrucks nicht beseitigen, können Verbesserungen an der Struktur der Kunststoffteile und am Entlüftungssystem der Form hilfreich sein.
Anguss und Läufer
Die silbernen Streifen entstehen durch eine unangemessene Auslegung des Gatesystems oder durch teilweise blockierte Gates.
Die Ursachen und Lösungen :
(1) Ein großer Angussverzug führt dazu, dass das Fließmaterial in der Anfangsphase des Einspritzens die Wände des Angusses verlässt, was zu Lücken zwischen Anguss und Kunststoffmaterial führt. Wenn der Formhohlraum allmählich gefüllt wird, wird die Luft mit dem Fließmaterial vermischt und im Formhohlraum eingeschlossen, so dass Silberschlieren entstehen. Das Hauptmerkmal der Silberschlieren ist, dass sie in Einspritzrichtung verteilt sind.
Um Schlieren zu vermeiden, sollte das Harz zunächst in die Luft gespritzt und anschließend geprüft werden, ob der Anguss richtig platziert ist, damit sich das Harz nicht zersetzt. Bei einem Winkel von mehr als 10 Grad können die oben genannten Probleme auftreten. Ein Winkel von 4-6 Grad ist für das Spritzgießen geeignet.
Wenn der Winkel zu klein ist, wird die Entformung schwierig; manchmal kleben die Teile dann an der Kavitätenseite fest, und der Materialfluss wird erschwert. Eine Anpassung der Einspritzgeschwindigkeit hilft bei Silberschlieren, aber die häufigste Lösung ist das Beschneiden oder Ersetzen des Angusses.
(2) Eine Konstruktion mit zu kleinem Anschnittquerschnitt kann zu Turbulenzen führen, die eine Vermischung der Schmelze mit der Luft bewirken, was zur Bildung von Silberschlieren in der Nähe des Anschnitts führt. Die Schlieren sind bei diesem Typ überwiegend radial in Einspritzrichtung mit dem Anschnitt als Zentrum verteilt.
Eine Vergrößerung des Anschnitts oder eine Änderung der Abmessungen des Anschnitts zur Beseitigung der Schlieren kann dieses Problem lösen. Es ist effektiver, die Einspritzgeschwindigkeit zu verringern, wenn der Anschnitt nicht ausreichend nachbearbeitet ist.
(3) Das kalte Material an der Düse führt dazu, dass das Anschnittsystem während des Einspritzvorgangs blockiert wird. Die Verstopfung des Angusses ist vergleichbar mit einem kleinen Anschnitt. Bei der Identifizierung von Silberdraht sollte man versuchen, Spuren von kaltem Material im Einspritzsystem zu finden. Die Lösung besteht darin, die Temperatur des Materials in der Form und die Temperatur der Düsen zu erhöhen.
Entlüftung
Diese Art von Silberschlieren entsteht, weil Luft im PC-Fließweg eingeschlossen ist und während des Formgebungsprozesses nicht ausgestoßen werden kann. Die Hauptmerkmale dieses Zustands sind, dass er von ausgeprägten Bindenähten begleitet wird und dass Silberschlieren häufig in der Nähe von Bindenähten auftreten, während sie in anderen Teilen nicht vorkommen.
Eine Änderung der Anschnittposition, eine effektive Einstellung der Schlitze oder eine Änderung der Hauptstruktur des Kunststoffteils ist die grundlegende Methode, um diese Art von Silberstreifen zu beseitigen. Beim PC-Spritzgießen oder bei der Werkzeugprüfung ist es durchaus sinnvoll, die Spritzgießeinstellung zu ändern, z. B. durch Anpassung des Einspritzdrucks und der Einspritzgeschwindigkeit oder durch Änderung der Temperatur zwischen der festen und der beweglichen Form.
| PROBLEM | REASON |
|---|---|
| 1. Kurzer Schuss | Die von Kunststoffspritzgießern hergestellten Kunststoffteile weisen unregelmäßige und unvollständige Kanten auf. Sie treten in der Regel am weitesten Punkt des Anschnitts, an den Wurzeln der dünnen und langen Rippen auf. |
| 2, Schrumpfung | Gelegentlich, ein Ort, 1. wenn die Materialstärke ungleichmäßig ist, 2. dicken Abschnitt des Spritzgussteils, 3. boss und Rippe Abschnitt. Aufgrund der Schrumpfung, die Kunststoffteile entwickeln Delle, ungleichmäßig, und wellig unter schwachem Licht |
| 3, Blitzlicht | Eine Teilekante mit einer besonders dünnen Kunststoffschicht findet sich häufig an folgenden Stellen: 1. Trennebene; 2. beweglicher Kern; 3. Position des Auswerferstifts, Position des Vorsprungs, Position des Lochs, Position des Schnappers |
| 4. Blasen | Die Blasen auf der Kunststoffoberfläche haben eine andere Farbe als die umgebenden Farben und sind typisch für 1. Blasen, die durch Gas, Luft und Wassergas verursacht werden, die nicht rechtzeitig freigesetzt werden. 2. Blasen, die durch Schrumpfung entstehen. Die Blasen im transparenten Teil sind besonders ausgeprägt. |
| 5. Linie schweißen | Wenn mehrere Schmelzfronten zusammentreffen, entsteht auf der Oberfläche eines Kunststoffteils ein tiefer Schweißpunkt. Am häufigsten tritt dies am Zusammenfluss mehrerer Schmelzfronten auf. |
| 6, Brennen | Es handelt sich nicht um eine ebene Fläche. Es handelt sich in der Regel um dunkle oder schwarze Flecken, die in der Regel an Stellen zu finden sind, an denen sich das Gas nur schwer einfüllen und einfangen lässt. |
| 7, Schwarze Flecken | Auf der Oberfläche der Kunststoffteile sind schwarze Verunreinigungen zu sehen, die vor allem durch die Verwendung von gemischten Materialien verursacht werden. |
| 8. Verfärbung | Der leichte Farbunterschied zwischen dem tatsächlichen Kunststoffteil und der gewünschten Farbe ist sehr offensichtlich und liegt in der Regel daran, dass das Pigment nicht korrekt ist, das Mischungsverhältnis nicht stimmt oder die Form auf die falsche Temperatur eingestellt ist. |
| 9. Falten | Die Kunststoffteile zeigen Wellenlinien auf der Oberfläche, die durch das Abkühlen des fließenden Harzes verursacht werden. |
| 10. Verformung | Die Kunststoffteile weisen Verwerfungen, Wellen und Rundungen auf, was besonders häufig bei Vorsprüngen, Rippen und rund geformten Spritzgussteilen der Fall ist. Diese sind vor allem bei PP-Spritzgussteilen üblich. |
| 11. Falsche Materialien | Im Gegensatz zu den spezifizierten Materialien kann man hier das Verpackungsetikett, die Dichte, die Brennkontinuität, die Farbe der Flamme, die Farbe des Rauchs und die Länge der Flammen prüfen. |
| 12. An der Form festhalten | Unvollständige Kunststoffteile, die in der Kavität verbleiben, im Gegensatz zu Short-Shot, oder aufgrund der mangelnden Gestaltung des Werkzeugauswerfersystems ist das Kunststoffteil schwer aus der Kavität auszustoßen, im Allgemeinen in dünnwandigen Bereichen, Vorsprüngen und Schnappern. |
| 13. Kratzer | Die Oberfläche der Kunststoffteile reibt beim Auswerfen an der Oberfläche des Hohlraums, so dass viele von ihnen Kratzer auf der Oberfläche aufweisen. |
| 14, Überlauf | Sie wird in der Regel durch eine Beschädigung der Kavität verursacht und tritt an der aktiven Sektion, den Vorsprüngen, den Auswerferstiften und der Trennfläche auf. |