
China’s Best Polycarbonate Injection Molding – Quick Delivery, Small Order
Table of Contents
You need quality polycarbonate parts but don’t want to deal with the hassle and expense of traditional molding methods.
You’ve tried other methods but they just don’t measure up.
With our polycarbonate injection molding services, you’ll get the high-quality parts you need without the hassle or expense.










Would you like to find a manufacturer and designer specializing in polycarbonates injection molding both reliable and cost-effective(as low as $ 0.5 for some cases) ?
If you are looking for a polycarbonate molding company in China, Topworks Plastic Mold can help you.
We have been in business for more than 10 years ,and have unmatched expertise in the field of design, tooling, and manufacture of polycarbonate Injection Molding products of extra wall thickness at competitive prices.
We are one of the few companies that specialize in the creation, manufacturing, and delivery of polycarbonate (PC) molding parts from concept to reality via our experience. Our comprehensive range of PC injection molding services ensures that we can provide the highest level of quality and precision for all of our products. We strive to exceed expectations and ensure satisfaction with every project we undertake.
Visually stunning and flawless, polycarbonates injection molding tools and parts are adoped for everything from automotive dashboards to wind turbine blades.
Our services: Optical Design,Precision Optical Mold Making, Optical Injection Molding, and Optical Coating.
Our processes make every step of the polycarbonates injection molding process simpler;whether a concept or a work-in-progress.
“I’m glad to inform you that all plastic parts are perfect!!! We are delighted, and therefore there are good chances to continue our relationship for any coming new project.”

CRISTIANO
ITALY
“Steven is a very detail-oriented project manager and engineer who can solve problems creatively and also provides excellent service. It was a pleasure working with him.”
DAVID
USA
Our polycarbonates injection molding:
- Automobile parts
- Medical instruments
- Aerospace
- Packaging field
- Electronic appliance
- optical lens
- LED lighting
Our Product Lines:
- Aspheric condenser lenses,
- fire polish aspheric lenses,
- optical filters glass,
- achromatic lenses,
- large optical lenses,
- front surface mirrors,
- prisms,
- cylindrical lens.
- Flat lenses,
- convex,
- concave,
- Honeycomb mirror,
- Fresnel lenses;
Topworks can optimize your design for cost savings or ensure compatibility by optimizing your design before tooling. Clients are welcome to supply 3D files
Topworks can utilize Computer Numerical Control (CNC) to produce a machined prototype or 3D printing that you can see and feel to validate the design of your part.Also we supply vaccum casting service
During this stage, your Tooling Information Worksheet is used to design the tool.
The accuracy of the tool design is validated.
The tool is precisely fabricated according to the validated design using Computer Numerical Control (CNC), and Electrical Discharge Machining (EDM) …
The first test shots will be sent via courier soon after the injection molds are made. Once sent, these usually arrive in 2-5 days.
At this point, Topworks makes any changes to the tool that is necessary to bring it into compliance with the approved specifications. Topworks makes any changes that are necessary (specifically excluding design changes, which are always charged for) free of charge.
In this stage, the texturing process is done, which is usually the last step before mass production.
Topworks side
In this stage, the tool is handed over to the customer or ready for injection molding.
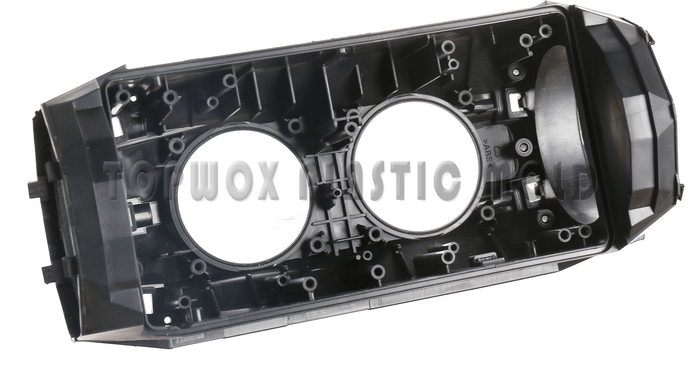
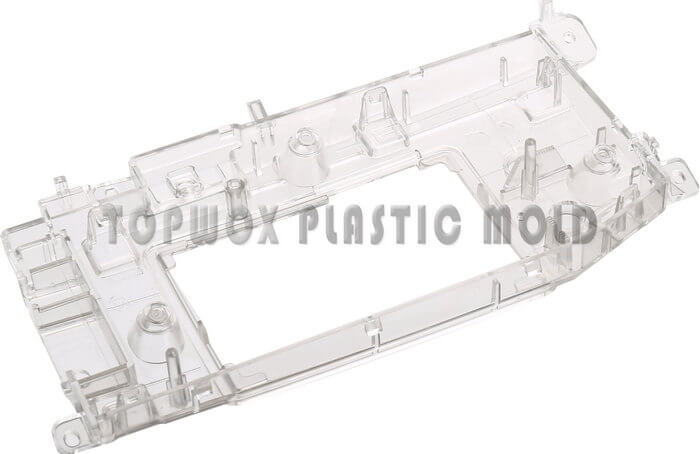
The maximum wall thickness of the PC product can reach 3 cm, but the surface does not shrink, and there are no bubbles inside.
- EXTRA WALL THICKNESS POLY-CARBONATE INJECTION MOLDING CASE
# CASE




China polycarbonate injection molding
China is a reliable place to go if you are looking for reliable polycarbonate injection molding suppliers.
We’ll give you some tips on finding a reputable supplier and getting the most favorable deal.
China Suppliers: How to Find a Reliable One
You should keep a few things in mind when choosing a polycarbonate injection molding supplier in China. Research and asking around for recommendations are the first steps you should take.
Businesses can find good Chinese suppliers online through various forums and websites. You should contact a few potential suppliers and ask them about their experience, prices, and shipping times once you’ve identified a few potential suppliers.
If you are not sure about the quality of their work, you should also request samples.
Establishing a good working relationship with your supplier is crucial once you have chosen one. Communicate clearly, pay on time, and be clear about your expectations.
You can find a reliable polycarbonate injection molding supplier in China by above these tips.
Why those important for injection molding cost
- Part size- bigger parts mean a bigger mold, which means that bigger steel will increase the steel cost for the injection mold.
- Part design- the more complex a part is, the more detailed the mold has to be. Some complicated parts will require special features to be added, such as lifters or sliders. Therefore, you should be open to advice from your mold maker and see if there’s anywhere that you can alter the part design to save on injection mold costs.
- Materials: Depending on the part material of choice, the injection mold will have to be made of a particular material. For instance, if corrosive plastic-like PVC is to be used, the mold will have to be stainless steel to avoid any damage, ultimately bump the price up.
- Part finish requirements- where parts have high gloss surface requirements, then more expensive steel and precise technical polishing will be vital, adding to the price.
- Production volume- higher volume molds need more cavities, and so the mold will be larger. They also require a higher steel grade to last for longer, which impacts the injection mold cost.
- Country of manufacture- different countries have different wage rates. If your mold is made in a country where labor costs are low, then you’ll naturally save money. In China, the average cost of an injection mold is around 40% less than in western nations.
Polycarbonate Injection Molding: What to Look for
For many industries, polycarbonate injection molding has become a popular manufacturing process. This process produces high-quality parts that can be applied to a wide range of applications when it is performed correctly. While purchasing polycarbonate injection molding services from China, you should keep a few things in mind.
A reputable manufacturer should be your first priority
The Chinese market is full of fly-by-night operations that will take your money and produce substandard products. Ensure you’re working with a reputable company by doing your research.You could find many on B2B plateformss,like alibaba.com,made-in-China.com…
The next step is to be clear about your specifications
How do you want your parts manufactured? Is there a tolerance that needs to be met? To ensure that you receive an accurate quote from the manufacturer, please be as specific as possible.
Finally, it is not a bad idea to negotiate
It is common for Chinese manufacturers to negotiate their prices. You can negotiate until you reach a fair price if you don’t feel the price is fair .Or you could negotiate with several potential suppliers.
Price Negotiation: How to Get the Best Deal
Finding a reputable supplier is the first step in buying polycarbonate injection molding from China. The next step is to negotiate prices with a few potential suppliers. You can get a better price by following these tips:
- Comparing quotes from several suppliers is a smart idea. Using this information, you will be able to determine what polycarbonate injection molding costs in China are. Manufacturers in different areas of China have different costs – you could choose the most cost-effective option for you.
- Haggling isn’t a bad thing. You shouldn’t be afraid to negotiate prices in China.
- Make sure your requirements are clear. For the supplier to provide you with an accurate quote, you need to be as specific as possible about what you need.
- Discounts are available. Make sure to ask for a discount if you are ordering a large amount of polycarbonate injection molding.
- Maintain a high standard of quality. Quality and price are critical factors to consider when buying from China. Prior to making a purchase, verify the supplier’s quality standards.
What is Polycarbonate injection molding?
Polycarbonate resin exhibits excellent properties like high transparency, stiffness, toughness, and creep resistance and can inject at a variety of temperatures.Polycarbonate melt viscosity is sensitive to temperature but little to shear rate.The polycarbonate resin has no melting point but has a very high viscosity, and it hydrolyzes at high temperatures.
PC injection is easily cracked.
Increasing the PC injection temperature is an effective way to increase the fluidity of the melt instead of increasing the pressure. Polycarbonate injection molding needs a higher temperature (300 degrees). To reduce the pressure loss of melt, the runner path and gate should be short and thick; simultaneously, a higher PC injection molding pressure must be maintained.
The resin PC must be sufficiently dry before injection molding so that the water content does not exceed 0.02% ;In addition, the PC resin should be insulated during the PC part injection molding to prevent re-absorption;
Not only should the design of a reasonable PC molded product be ensured, but also the process of Poly-carbonate injection molding should be properly controlled, for instance, by increasing the mold temperature and further processing to reduce or eliminate internal stress.
The Polycarbonate injection molding process should keep adapting to the conditions of the PC product over time.
Process:
Drying of raw materials
Even in very low moisture, the poly-carbonate injection can cause hydrolysis, breakage, molecular weight reduction, and strength reduction.
It is very important to keep PC material dry as far as possible before injection molding.
Therefore, before the molding, the moisture content of the polycarbonate raw material should strictly be below 0.02% at least to avoid a decrease in the mechanical strength or the bubbles and silver streaks on the surface.
PC is extremely sensitive to water, so it must be fully dry before injection to reduce its water content to below 0.02%.
| plastic material | dry time HRS | dry temperature | layer thickness MM | remarks |
|---|---|---|---|---|
| PMMA | 2~4 | 70~80 | 30~40 | Hot air circulation drying |
| PC | >6 | 120~130 | <30 | Hot air circulation drying |
| PET | 3~4 | 140~180 |
Polycarbonate molding depends on the shape, size, and structure of the product.
Generally, the temperature is between 270 and 320 °C in the molding. PC FR needs a higher temperature.
If the material temperature is too high, over 340 °C, the PC will decompose, the product’s color will become darker, and defects such as silver, dark stripes, black spots, and bubbles will appear on the surface. At the same time, physical and mechanical properties are also dropped significantly.
PC is also sensitive to temperature; melt viscosity decreases with increasing temperature. Barrel temperature is 250 ~ 320 ° C. (preferably not more than 350 ° C), and appropriate barrel temperature is good for PC plasticization. If necessary, the internal stress should be removed by annealing:
The oven temperature is 125~135°C for 2 hours and naturally cooled to normal temperature.
Polycarbonate Injection pressure
injection pressure greatly influences the physical and mechanical properties, internal stress, and molding shrinkage. It has a profound impact on the appearance and release properties of the product. If the injection pressure is too low or too high, some defects will occur in the finished product: too low a temperature will result in short shots, while too high a temperature will cause flashes around the body. The injection pressure is controlled between 80-120 MPa.
In order to overcome melt flow resistance and fill the cavity in time ,the higher injection pressure is chosen for thin-walled, long-flowing, complex-shaped products with small gates. (145 MPa). Due to poor fluidity, high-pressure injection is required for poly-carbonate injection molding. Still, it is necessary to eliminate the large internal stress of the parts (which may cause cracking) later.
PC injection molding Holding pressure and time
The holding pressure and the holding time also greatly influence the internal stress of the PC product. If the holding pressure is very small, the product is difficult to fill and firm.
There are usually shrinkage marks on the surface and a vacuum blister inside. And if the holding pressure is too large, large internal stress can easily be around the gate,which would lead to unexpected surface flaws. In processing, high temperature and low pressure work together to solve this problem.
The choice of holding time should be determined by the thickness of the product, the size of the gate (thicker parts need a larger gate), the temperature of the mold, etc. Generally, small and thin products don’t require a long holding time. On the contrary, the thick wall PC molding products should have a longer holding time. The length of the holding time is determined by the gate sealing time.
There is no obvious influence on the performance of Poly-carbonate injection molding. A thin wall, small gate, or deep cylindrical object is generally injected at medium or slow speed, preferably multi-stage injection:slow-fast-slow.
Mold temperature control: 85~120 °C, generally at 80-100 °C,so we need a temperature machine to keep the melt temperature . For complex shapes, thin-wall Poly-carbonate part injection molding, the temperature can increase to 100-120 ° C, but it can not exceed the distortion temperature.The mold wall temperature could be high to reduce the temperature difference between the mold wall and the PC material part, reducing the internal stress inside.
Due to the high viscosity of PC melt, it is beneficial to plasticize and help good venting. The rotation speed of the screw should not be too high. Generally, it is suitable for 30-60r/min.
The backpressure control is preferably between 10-15% of the injection pressure.
Additives
Poly-carbonate injection molding should strictly control the use of release agents in the process, the use of recycled materials should not exceed three times, and the usage should be below 20%.
1) Design the runner as big and short as possible. For less pressure loss, plastic mold adopts circular cross-section runners. And runners need grinding to reduce the flow resistance of the melt.
2) The injection gate can be of any type, but the cooling water channel diameter is not less than 15mm.
Injection machine requirements
The maximum injection volume (including runners, gates, etc.) of the Poly-carbonate injection molding product is required to be no more than 70-80% of the nominal injection volume;
Clamping pressure: 0.47 to 0.78 tons per square centimeter of finished product projected area (or 3 to 5 tons per square inch); Machine size: The weight of the finished product is about 40 to 60% of the capacity of 1 shot.
If the machine is expressed in polystyrene (Aussie), it needs to be reduced by more than 10%. Screw: The length of the screw should be at least 15 times of diameter, and the L/D is 20:1. The compression ratio is preferably from 1.5:1 to 30:1.The stop valve at the front end of the screw should adopt a sliding ring type.

Why silver streaks and how to prevent in polycarbonate injection molding ?
Silver streaks refer to the pattern of streaks formed by water in plastic when the Poly-carbonate particles are not entirely dried before molding due to inadequate drying procedures in the manufacturing process.
Or, if the sufficiently dried material particles remain in the hopper for longer than intended, the absence of adequate insulation will cause the hopper to re-absorb moisture, resulting in a larger than specified water content.
The resin degrades during the melting process when the moisture in particles vaporizes due to high temperature in the cylinder.The Co2 accumulates inside the molten resin, and when filling, it flows into the cavity with the Poly-carbonate to form silver streaks.
As a result, the plastic part is severely damaged and often appears with a silver streak along its surface. This type of condition is relatively common and easy to identify.The part is usually distributed more uniformly along the flow direction and occasionally on the entire surface.
The key to removing these silver streaks is to dry the pellets completely, and the moisture must be below 0.02 percent.For this reason, it is important to control the drying conditions for raw materials and to measure the water content of the pellets before molding.
Tips
For the production of polycarbonate injection molds, a standard inspection process can be used. Take two small glasses and sandwich one pellet between those two glasses, and heat the plates at 280-300 degrees.As the pellet is gradually heated and melted, it is pressurized to be crushed. Observe for bubbles in the material; if there are none, it is ready for the next step; if there are bubbles, it needs to be dried more.
If moisture absorption in the hopper is causing the silver streaks, it is recommended that the heat preservation device be installed or improved. And the amount of each feed should be controlled not to cause the dry pellets to stay in the hopper for too long and absorb moisture again.
In general, the maximum stay should not exceed 30 to 60 minutes. Currently, most of the hopper’s heating and heat preservation devices are infrared bulbs installed in the upper region of the hopper, and the power can be adjusted based on the size of the hopper.
An average heating capacity of 25 to 30 W per square meter of the area is required.
Decompose
The silver streaks result from the resin’s superheated decomposition, which generates a gas (carbon dioxide), resulting in the appearance of silver streaks on the plastic surface.
The melt thermally decomposes for many specific reasons.
- the barrel’s temperature is too high;
- dead angel in the barrel or nozzle;
- the residence time of the melt in the barrel is too long;
- the molecular weight of the resin has been reduced.
Therefore, the impact resistance, the surface texture, and the performance of the plastic part are all affected.
Their appearance can recognize this type of silver streaks, and their distribution on the plastic parts does not follow a regular pattern.
Moreover, the presence of a decomposing silver streak can often be accompanied by the darkening of the plastic parts or the appearance of brown spots, which are especially clear in the hot runner, which can be used to determine if the material has decomposed.
PC material decomposes due to various reasons, and the appropriate interventions should be taken according to those causes.
- If the barrel’s temperature is too high, the section’s temperature should be lowered;
- If the barrel or nozzle has a dead angle, clean it and get rid of it;
- If it’s from too long a melt residence time, the molding cycle should be shortened.
- If still failing, the injection molding machine could be replaced with one having a smaller processing capacity.
-
Structure
The streak of silver is caused by the mixing of air with molten material in the molding cavity. This is due to the unreasonably complicated structural design of the plastic parts or insufficient or inconsistent wall thickness.
They cause the material to expand or contract rapidly when the mold is filled with molten material. This type of default mainly affects the appearance of plastic parts rather than their strength and impact resistance. Structural silver streaks are characterized by the fact that they are fixed in shape and position when the process conditions are set.
The silver wire is typically found along the injection direction, and the silver streaks are generally located behind the abrupt cross-section changes. The structural silver streaks are created by sudden changes in cross-section and significant irregularity in wall thickness. Consequently, the plastic parts often have surface defects, such as depressions and shrinkage, and sometimes even bubbles are generated within the plastic parts.
Structural silver streaks are prevented by adjusting the injection speed. When the cross-section of the plastic part does not change much, the injection speed can be lowered. When the injection speed is low, the flowing material can be smoothly introduced into the mold cavity, which results in the flow material not being mixed with air when passing through those sections, and silver streaks can be avoided.
The short shots may be caused by excessive slow injection speed, which may require adjusting other process conditions. When there is a great variety of cross-sections, the injection can be increased to a higher speed and injecting pressure so that the gas is forcibly released from the parting surface. If the silver streaks cannot be eliminated by increasing the injection speed or increasing the injection pressure, improvements in the plastic parts structure and the mold venting system may be helpful.
Sprue And Runner
The silver streaks occur due to an unreasonable design of the gating system or partly blocked gates.
The causes and solutions :
(1) A large sprue draft causes the flow material to leave the sprue walls at the initial injection stage, which causes gaps between sprue and plastic material . When the mold cavity is gradually filled, the air is mixed within the flow material and trapped in the mold cavity to cause silver streaks to appear. The main feature of silver streaks is that they are distributed in the injection direction.
To eliminate streaks, injecting resin into the air first and subsequently checking if the sprue is appropriate could avoid the resin decomposition. If the angle exceeds 10 degrees, the above can occur. A 4-6 degree angle is suitable for injection molding.
If the angle is too small, demoulding will be difficult; sometimes,this will make the parts stick to the cavity side, and material flow will be hard. Adjusting injection speed helps silver streaks, but the most common solution is to trim or replace the sprue.
(2) A design where the gate cross-section is too small can lead to turbulence, causing the melt to mix with the air, leading to the generation of silver streaks near the gate. The streaks in this type are predominantly radial in the distribution in the direction of injection with the gate as its center.
Enlarging the gate or changing the dimensions of the gate to eliminate the streaks can solve this. It is more effective to reduce the injection speed when the gate is under-reworked.
(3) The cold material at the nozzle causes the gating system to become blocked during the injection process. The blockage of the runner or gate is similar to a small gate. When identifying silver wire, one should seek to detect traces of cold material in the injection system. The solution is to raise the temperature of the material in the mold ,and the temperature of the nozzles.
Venting
This type of silver streak occurs due to air being trapped within the PC flow path and cannot be expelled during the molding process. The principal characteristics of this condition are that distinct weld lines accompany it and that silver streaks often occur near weld lines, while they do not appear in other parts.
Changing the gate position, setting the slots effectively, or modifying the main structure of the plastic part is the fundamental way to get rid of this kind of silver streak. In PC injection molding or during mold testing, it is quite useful to change the injection molding set-up, for example, by adjusting injection pressure and injection speed or by changing the temperature between the fixed mold and the moving mold.
| PROBLEM | REASON |
|---|---|
| 1. Short shot | The plastic parts made by plastic injection molding companies have irregular and incomplete edges. It usually occurs at the farthest point of the gate, the roots of thin and long ribs. |
| 2, Shrinkage | Occasionally, a place 1. when the material thickness is uneven, 2. thick section of injection molded part, 3. boss and rib section. Due to shrinkage, the plastic parts develop dent, uneven, and wavy under low light |
| 3, Flash | A part edge with an extra thin layer of plastic is often found in the following locations 1. Parting line; 2. Moving core; 3. Ejector pin position, boss position, hole position, snap location |
| 4. Bubbles | The bubbles on the plastic surface are of a different color from the surrounding colors and are typical 1. bubbles caused by gas, air, and water-gas that are not released in time. 2. bubbles caused by shrinkage. The bubbles in the transparent part are particularly distinct. |
| 5. Weld line | When multiple molten flow fronts coincide with each other, a deep weld mark appears on the surface of a plastic part. This most commonly occurs at the confluence of multiple molten flow fronts. |
| 6, Burning | it is not a flat surface. It is usually dark or black spots; usually, they are found in sections where it is difficult to fill and trap the gas easily. |
| 7, Black spots | black impurities are evident on the surface of the plastic parts, mainly caused by the use of mixed materials. |
| 8. Discoloration | The slight difference in color between the actual plastic part and its required color is very apparent, and it is generally because the pigment is incorrect, the mix ratio is incorrect, or the mold is set at the wrong temperature. |
| 9. Wrinkles | The plastic parts show wavy lines on the surface caused by the cooling of the resin flowing. |
| 10. Deformation | The plastic parts have distortions, undulations, curves, and this is particularly common in the bosses, ribs, and round-shaped injection parts. These are especially common to PP injection molding. |
| 11. Wrong materials | In contrast to the specified materials, the one here can be identified by checking out the packaging label, the density, the burning continuity, the color of the flame, the color of the smoke, and the length of flames. |
| 12. Stick to the mold | Incomplete plastic part staying in the cavity, in contrast to short-shot, or due to the lack of designing the mold ejector system, the plastic part is hard to be ejected from the cavity, generally in thin-walled areas, bosses, and snaps. |
| 13. Scratch | The surface of the plastic parts rub against the surface of the cavity during the ejection so that a lot of them have scratches on the surface. |
| 14, Over-flow | It is caused generally by cavity damage and occurs on the active section, bosses, ejector pins, and parting surface. |