A large number of plastic injection molding parts are manufactured as components of a larger assembly of products.When using molded plastic components, it is possible to combine them or use other components that use a different material to make the final product strong or versatile.
Assembling the product using knuckles, bolts, or nuts that are mechanically continuous with one another is important, so it will assure its structural integrity and ensure that it does not fail in the future.It is often necessary to assemble the product as a process of secondary manufacturing in order for it to be used in the final product.
Some consumers are obligated to assemble the goods while in other cases it is shifted to the manufacturer.
Manufacturers generally would like their products to contain as few parts and materials as possible, in order to simplify the assembly process and minimize the costs involved in the manufacture and assembly of their product.In designing plastics products, it is a major objective to minimize assembly time by reducing the number of components and integrating the fasteners directly into the plastic parts themselves.
Injection molding processes are usually employed to produce plastic parts for use as components of the Design for Assembly process. This is so that components of extremely complex geometries can be produced.
The Design for Assembly philosophy emphasizes products ought to be designed based on how they are going to be assembled, in order to reduce manufacturing costs and improve product quality.
Even the smallest reduction in assembly time, handling costs, equipment, and labor fees can have a significant impact on the bottom line while other parameters are accounted for, such as handling costs, assembly time, equipment, and labor costs.
An integral part of the DFA is its simplicity.
By incorporating as many features of an assembly as possible into the molded parts, manufacturers are able to reduce the number of parts required for production of the component.
It is imperative to use fasteners, such as screws, inserts, and the like so as not to exacerbate an already difficult situation and also with the intention of avoiding the use of mechanical fasteners, and other assembly operations including adhesive bonding and welding.
However, this could prove challenging in the real world.
Another reason is that the ability to manufacture a part also depends heavily on the complexity of its structure. Thus, it stands to reason that complex parts will be more challenging to tool and to manufacture.
The cost savings will be offset by a higher initial tooling investment and more complicated assembly operations, as well as more complex primary molding operations. As tool complexity increases, mold reliability and mold repair and maintenance are more important issues.
A competitive fastening system may not provide superior quality to a component produced with a proprietary fastener.
For example, the design of molded cantilever-snap beams directly into molded products allows the designer to eliminate the need for self-threading screws.
The molded snap beam assembly method is advantageous because it eliminates one component, the self threading screw, and simplifies assembly by eliminating the need for rotation and replacing it with an assembly which can be assembled simply by pushing on the bolt head.
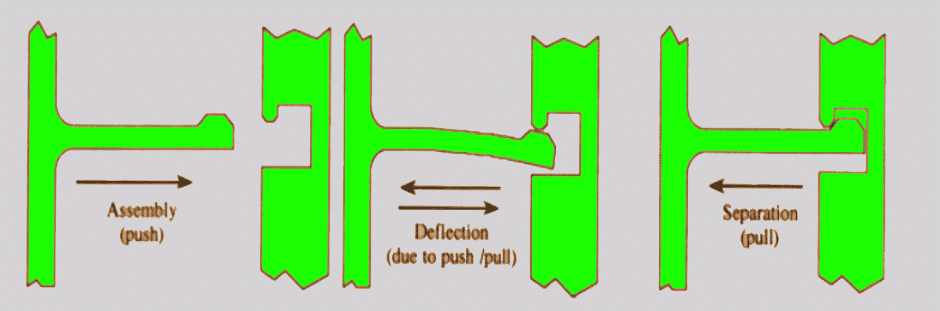
In actuality, the final results are very different between the two fastening methods. The efficiency of the two fastening methods will be different at each phase of the procedure.For example, if a snap beam is damaged while in service (or in the case where the entire component must be repaired), the entire molded component should be discarded.In contrast, stripped screw threads may be fixed by using a longer or bigger screw.
Snap-fit systems can be difficult to control preload and vibration, while fixing screws provide a greater degree of control over preload. Therefore, both manufacturing criteria and performance criteria must be taken into account.
In some cases, no one assembly technique is deemed to be adequate, and a belt and suspenders” approach is taken, where a primary assembly technique, such as adhesive bonding, is used along with a few strategically placed reliable mechanical fasteners for additional safety.
We will discuss a number of different assembly techniques in this section. The techniques include
- Press fit
- Snap fit
- Mechanical fastening
- Welding
- Adhesive bond
- Solvent bond
In order to find the best assembly method for a particular product, it is necessary to take into consideration more than just the economic factors that are relevant to its run time and cost.The kinds of materials that will be used in the manufacture of the parts that have to be assembled are an essential aspect of the whole process.
For example polyethylene can be used in press fit and snap assemblies, since its high mechanical properties make such an assembly possible, but its low surface energy and its high chemical resistance make it difficult, if not impossible, to use adhesives with it.
For thermoplastics, welding techniques are suitable, but for thermosets, they are not.
The coefficient of thermal expansion also plays a problem in designing parts and assemblies as components made of different materials will react differently to each other affecting the final result, especially in the case of electronic equipment. When an assembly process is undertaken in which one or more goods need to be attached using adhesive bonds or mechanical fasteners, it is considered that a third material is added to the assembly process.
Additionally, the aesthetic requirements will need to be considered in selecting the assembly method. When the appearance surface only requires a single appearance, self threading screws can be combined with a blind boss for the production of an easy clean clam shell assembly.
But the use of these materials may be banned in situations where both the upper and lower surfaces of the clam shell should exhibit outstanding aesthetics. Environmental performance requirements and structural requirements will also have a direct influence on the choice of fastening technology.
When it is necessary to bond a thermoplastic component to another part using adhesives, fastening by means of mechanical or weld fasteners may be preferred as opposed to adhesives when it involves high temperatures and high humidity.
Besides structural concerns, there exist a variety of other concerns when it comes to product assembly.In those, the fastening system is analyzed under a number of loading conditions: impact, fatigue, static, thermally induced, and residual (i.e., residual weight atop the fastening system).
When assessing the assembly process, it is imperative that functionality be considered, or the ability to reassemble as well as disassemble the components for recycling or repair.
Glue bonding and welding processes generally have the reputation of being irreversible, but snap fit, press fit, and mechanical assembly techniques, while having the potential for disassembly, do have advantage over adhesive bonding and welding.
If, for example, parts assembled using self-centering screws are intended to be disassembled and reassembled one or more times within the same repair cycle (such as in appliance repair), self-centering screws may also be an option.
while more durable machine screw/insert assemblies are used when frequent assembly is anticipated (for example in photocopy machine maintenance).
This is the philosophy known as “Design for Disassembly,” which people find to be very beneficial to the cost of “separation” of the individual components of products comprising multiple materials and components.
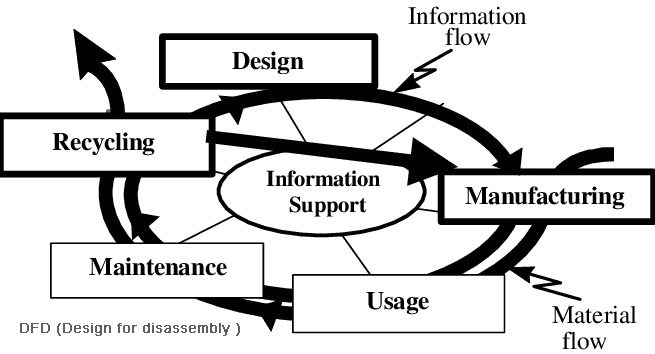
These days, this philosophy is thriving in areas such as automotive, computer hardware, and appliances manufacturing. The DFD concept can be explained as follows:
- Make the use of modern manufacturing technologies so as to minimize the parts and materials required to produce the product.
- Using materials that are easily recyclable and reusable
- To reversibly assemble with reversible assembly techniques.
According to the DFD specifications, it is strongly recommended to avoid any secondary processes such as painting, printing, metalizing, or plating whenever possible.
[tvideo type=”youtube” clip_id=”vcFRvuOnWQ8″]
There have been discussions about utilizing plastic fasteners for DFD, which are molded into materials, such as interference fit reversible snap fits. These methods of assembly have been referred to as being the best for DFD.
Despite the fact that snap-type assemblies are preferred in DFD, canters, screws, and other reversible fasteners are also acceptable in DFD, but are being used more favorably than permanent assembly techniques such as welding or adhesive bonding.
Various processes such as, the electromagnetic welding process or the temporary adhesive bonding process, offer promise in the field.However, residual adhesive contamination may adversely affect the durability of reclaimed plastic products (depending on the level of adhesive contamination relative to the recycled plastic resin).
