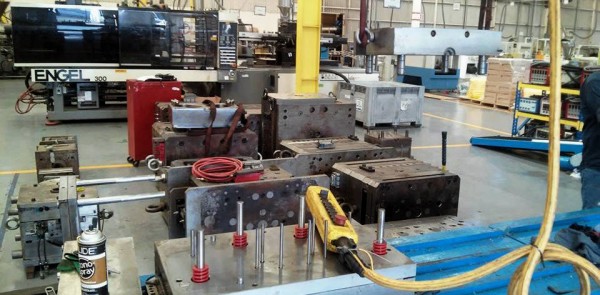
Storing Molds
During downtime, plastic molds are generally removed from the molding press and put into some maintenance.
The mold warehouse usually has s few heavy-duty steel shelves where the molds are positioned onto and labeled for identity.
Generally, the mold contains a particular identity engraved on perhaps 2 adjacent walls. Hence, it’s easily observable, and the shelf comes with an id label attached to each place that matches the mold identity.
This assists you in holding everything in arrangement and prepare for the following jobs.
The sort of mold maintaining in the course of storage relies on how much time is required.
Long-term storage needs a heavy-duty treatment that generates a thicker layer of protective substance on the mold.
But this layer is tough to clear out.
A significantly lesser layer does apply for short-term holding.
Short-term storage
Short-term storing can be regarded as holding, which will be for less than a day roughly, totally about Four weeks.
For this particular kind of storing, the mold should be maintained completely, then sprayed by a neutralizer to clear out any kind of chemicals found from fingerprints or any other acid-producing products.
Next, a layer of corrosion prevention ought to be employed, a simple coating for several days storing and a moderate coating for about 4 weeks holding.
The waterlines need to be cleaned dry with pressurized airflow then applied with a corrosion preventive.
The surface of the mold needs to be cleaned and dispersed gently with corrosion prevention or mild grease.
The sprue bushing must be applied with mild grease to protect its interior area.
Long-term storage
Long-term storing serves as warehousing enduring above Four weeks at some point.
When it is uncertain how much time a mold comes in the storage area, presume it will likely be for over 4 weeks.
The mold will be guaranteed to be secured by doing this no matter the span of time.
About long-term safe-keeping, the mold needs to be taken aside and checked out.
Destroy needs to be mended. The mold elements and base must be completely maintained, neutralized, put back together, and sprayed in and out with a thicker layer of corrosion prevention.
It needs to be presumed that every measure described in short-term storing additionally employ here.
Nevertheless, the waterlines need to be rich in protecting foam found from mold base stores.
This will stop the mold from corroding internally. The foam corrosion protective materials are of much more duty and more durable compared to basic corrosion preventive substances.
A few businesses demand that all long-term molds get enclosed in plastic film before being positioned on the storage stand. Nevertheless, this might bring about caught moisture build-up or condensation.
Usually, it is advisable to get dried air disbursing throughout the molds to assist reduce corrosion.
It is safe and sound to mention that any kind of mold will demand some fix for problems taking place in the course of the employer or storing. The harder it is utilized, or the more time it is kept, the greater damage will happen.
Incorrect maintenance is the key reason behind injury to a mold.
Mold deterioration restoration can vary from being an easy task to terrific challenges concerning the level and sort of injury.
For maintenance and restoration requirements, it is recommended that molds be developed to ensure that weak elements (for example, entrance areas) can easily be changed or amended.
You can do this by insert and laminated design.
[divider_top]
Maintenance
Maintenance purpose: To ensure the normal production of the mold, reduce failed production and solve quality problems, and at the same time extend the life of the mold.
-
Before Production:
Remove the dust, oil and rust of the mold on the surface before installing it on the injection molding machine.
Use an air hose or rag, detergent or alcohol (alcohol for mirror mold) to clean the oil on the mold surface.
Check the plastic mold’s cooling channel for foreign material to ensure water passage operation successfully.
Check the sprue for the damage and whether there is any remaining foreign material. If necessary, clean it up.
Moving parts: such as ejector pins, springs, hydraulic cylinders, sliders, check for the rust, bending, or fracture, and the smooth movement.
-
During Production:
The molds installed on the machine should be inspected and maintained daily.
Check the mold’s guide pins, guide sleeves, and sliders for damage and foreign material, and grease them once a day.
Clean the mold parting surface for the foreign material or oil stain on the venting groove, and clean them with an air hose or rag, detergent or alcohol once a day.
-
After Production:
Inspect each part of the mold for damage.
Clean the greasy dirt on the parting surface and the debris in the mold cavity, and spray with anti-rust oil.
Blow off the water remaining in the cooling water channel.
-
Precautions:
Always wear labor protection supplies when maintaining the mold.
Overweight objects must be operated with a crane.
It is strictly prohibited to lift the mold directly by hand to prevent injury.
The rust prevention of the mold is necessary. After the mold is maintained, the rust prevention action of the mold should be taken. The remaining water in the water channel must be blown out with an air hose.
Too much lubricating oil does not bring a better lubricating effect; just the right amount is enough.
When the mold is installed and maintained, pay attention to the numbers and instructions on the inserts and other components.
Do not install them incorrectly. Check whether the screws are complete and tighten them diagonally when installing the screws.
Click for more on complete plastic mold maintenance.
[divider_top]
METHODS OF REPAIR
No matter what type of mold is used or how long it is kept, it will need to be repaired in time due to damage. The longer it is kept, the more damage it will sustain.
Rust is the most common type of damage that occurs during storage. On average, chipped or broken parts and worn gate areas make up the predominant types of damage that occur during use.
The mold maintenance department has a visual summary of how the parts were manufactured when the last shot from a production run is added to the mold in storage.
The repair person may examine the parts to confirm that they fit the parting line, are properly manufactured, are in good condition, and that the ejector pins are positioned correctly. The report from the molding room should accompany this final inspection.
Cause of damage?
There is a widespread belief that molds can be damaged due to incorrect care when metal screwdrivers are used to remove stuck pieces. It appears that metal screwdrivers scratch the cavities of the mold, which affects the dimensional accuracy and appearance of the parts.
If sliding components are not lubricated, they can corrode and cause later parts to seize. The same applies when the threaded rod is not lubricated.
Even a poorly sized rag used to wipe a highly polished cavitation surface can cause considerable damage. Poor handling can result in significant damage, such as when the process is initiated by using too much injection pressure.
It is also important to know that flash can cause obstructions such as pinholes in the ejector and wall displacement and lock the mold in place as it attempts to open.
If the mold temperatures are not properly monitored, a portion of the mold can run at a higher temperature. If an excessive sheet of material is left in the mold, it will harden quickly.
Temperature variations of more than 10°F can lead to thermal expansion variations.
After the appropriate number of production cycles, it is important to clean the mold to remove residue that is left behind. The residue can be found in the cavity, the vents GROOVES of the mold, the ejector housing, and the runner blocks.
As the molds are manufactured to very tight tolerances, the buildup of residue on the outside of the mold often causes it to malfunction.
As a result, one has to be very cautious when monitoring the vent fields. If the vents plug because of residuals, they will cease to function, and this will lead to a greater injection pressure, which would result in flashing and mold damage.
When the mold is removed from the molding equipment, it should be cleaned, examined, and treated with rust prevention material, with the most extensive application being on the outside of the mold. This will reduce the possibility of rust damaging the mold.
The anti-rust coating should be thick and resistant to rust, especially for long-term storage (more than 30 days). All water lines must be cleaned and fully coated. Molds should be stored as far away from hot, humid conditions as possible.
One repair could be as simple as replacing a broken ejector pin, whereas in another case, the entire cavity set should be replaced. The correct repair procedure, then, depends on the extent of the mold’s damage.
If the rust is on the outside of the mold, it’s just a matter of using a wire brush. Nevertheless, if the rust is in the cavity, a welder and a refinishing procedure may need to be used.
Alternately, your cavity sets and other parts may have been damaged by corrosion to such an extent that they need to be replaced.
Molds are complex products with a high-quality level and should be handled with care when used or stored. Taking the time to keep them clean and lubricated will enable them to endure for long periods of time before they are fixed again.
Design the repair
It is also recommended that, when making high-volume or long-run moulds, vulnerable components (such as gate areas) should be provided with mechanisms that make it easy to replace or repair them. Inserts and laminated construction can be utilized to accomplish this.
When the right kind of repair system is engineered into the design of a mold, the cost of mold maintenance can be kept to a minimum. Easy repairs will also help molds to last longer. Because of the stress caused by welding, molds are less likely to last as long.
Molds that contain actions, such as slides and moveable inserts, need convenient lubrication points to be maintained on a routine basis.
Molds designed for high-volume production should feature grooves that hold the grease in place and guide to increase grease efficiency.
How to Weld injection mold
Welding repairs minor imperfections such as cracks, dent, and chipped areas; however, welding can sometimes make an area more shaped, requiring a small amount of engineering.
Among the various methods of fixing mold damage, welding is the most commonly used. This is likely because welding can provide a more rapid repair than other methods.
Welding does not enhance the longevity of a mold since it causes thermal stresses that can destroy steel.
The welding technique should be considered both scientific and artistic in nature. These elements can both be applied to mold repair projects since poorly applied techniques frequently cause cracking or warping of molds or components, which impede their usefulness and effectiveness.
Although welding is a commonly used method of repair, it is not always the first consideration. However, once the decision to use it has been made, it must proceed with care and caution.
Mold repair generally involves two different welding approaches: the coated wire electrode and tungsten inert gas (TIG). Coated wire welding is predominantly used to repair large surfaces such as cracked mold bases and plates.
However, the TIG process is ineffective for repairing small cracks or disbanding areas. It is characterized by lower heat and shorter cooling times that create a finer weld and decrease the likelihood of metal stress.
There are a few basic rules that should be followed regardless of welding technique.
The same kind of material should be used for both the welding rod and the mold being welded to avoid heat-treated effects on the final product…Welded structures must be fine instead of coarse to increase hardness.
It is recommended to preheat the mold component before welding and keep it at the recommended temperature (see metal suppliers) throughout the welding process.
To ensure maximum weldability, the preheat temperature must exceed the martensitic melting point of the metal to be welded. The metal supplier provides this information.
Aluminum can also be welded, but the rules must be modified. You should consult with your supply partner for the correct welding procedures.
Process of metal deposition
Metal deposition is a technique for repairing small, thin areas of the surface that usually covers an area of up to one centimeter and reaches depths of up to forty-six millimeters.
It involves connecting an anode consisting of a cotton swab to an electrode. An electrically conductive electrolyte is then applied to the electrode, brushed across the structure until the desired thickness is attained.
The metal deposition process also allows for coatings to be applied to the surface of molds to prevent corrosion. Components such as bushings and cores can be machined before deposition.
