One of the important reasons for the warpage of strip flat injection molding parts is the position of the gate on the injection molding parts.
There are usually three positions of the gate on the strip injection molded part,and these will cause warpage of the strip-shaped flat injection molded parts.
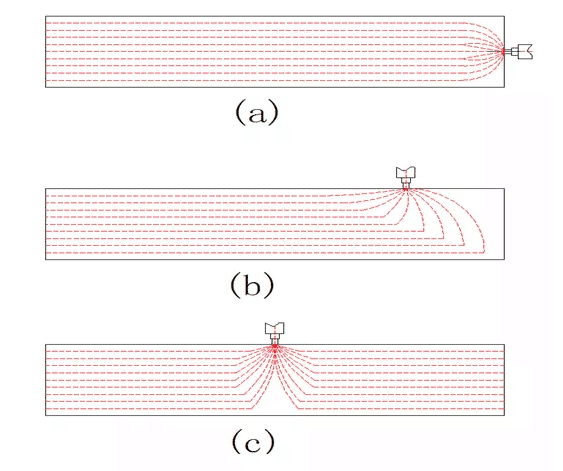
For example (Figure A), the gate position of the strip flat plate is set at one end of the injection-molded part, which can make the injection-molded part obtain consistent shrinkage in the flow direction.
Injection molding : Injection molding is relatively simple for long flat injection molding parts with this gate position. However, it should be noted that the distance from the gate to the end of the injection molded part couldn’t be too long, so as to prevent the deformation caused by the different filling.
Mold: For the long strip-shaped flat parts injection molding with this gate position, the designer generally chooses fan gate or hot runner valve pin gate, and the venting groove of the injection molding parts should be kept well cleaned.
As shown in (Figure B), the different filling degree of the strip injection molded part will cause deformation , and the gate position can be moved to the middle of the injection molded parts by a small distance to avoid a big mould and unbalance injection pressure.
Injection molding : For long strip-shaped flat parts injection with this gate, there will also be deformation caused by different filling section , but as long as the holding pressure and holding time are increased, the injection molded parts can be guaranteed not to deform. Generally, this gate position is adopted for injection molded long strip-shaped flat parts.
mold: for the long flat injection molding parts with this gate position, the gate is generally fan gate or hot runner valve pin gate, and the exhaust groove of the injection molding parts should be kept well exhausted. Some long injection-molded parts use this gate position at both ends of the product, which is beneficial to the filling of sol, but also produces weld marks.
For example (Figure C), when the gate is placed in the middle of the injection-molded part, the flow of melt plastic is radial, resulting in uneven flowing between radial direction and tangential direction of the injection-molded part, which would result in deformation.
Injection molding: because the the strip-shaped injection-molded part with this gate position is easily deformed in the middle , it is not suitable to set the gate position in the middle of the injection-molded part during injection molding.
Mold:If the gate is set in the middle of the injection molding part, the injection molding process can straighten the long injection molding part via the different cooling temperature in different sections of the mold.
Summary: The key of warpage of long flat injection molding parts is due to the unbalanced internal stress and uneven shrinkage.
Different melt flow due to different gate positions will cause different distribution of molecular chain orientation and shrinkage rate in the overall structure of the injection-molded part, thus having different influences on the deformation of the injection-molded part.
